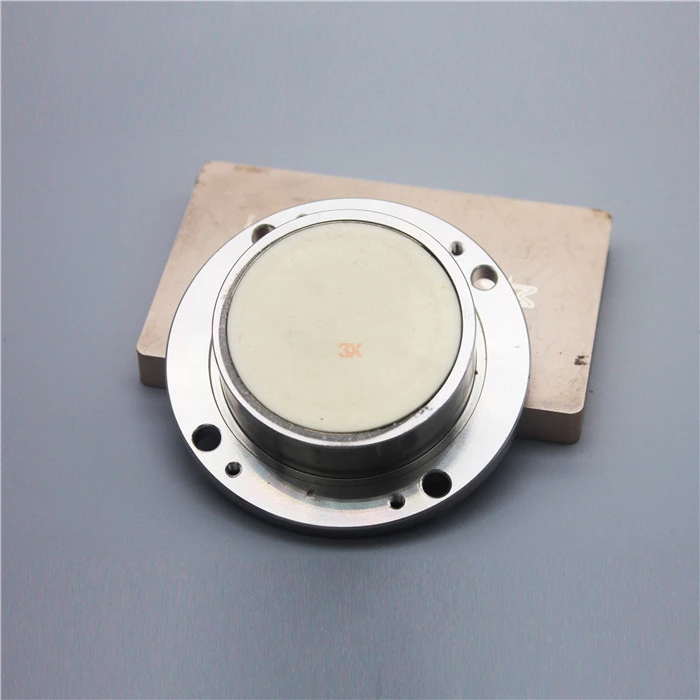
Ceramic Metal Sealing
- Brand Name
- 3X Ceramic Parts
- Material Type
- 99% alumina ceramic + SST 316L
- Forming Way
- ceramic metal sealing
- MOQ
- 5 pcs
- Specification
- custom make
- Application
- microwave transmit on sensor
- Main Property
- insulating , corrossion resistant
- Ceramic To Metal Connecting Way
- vacuum brazing
- Delivery Time
- 25 days around
- Shipping Way
- by express
- PACKAGE
- safety packing





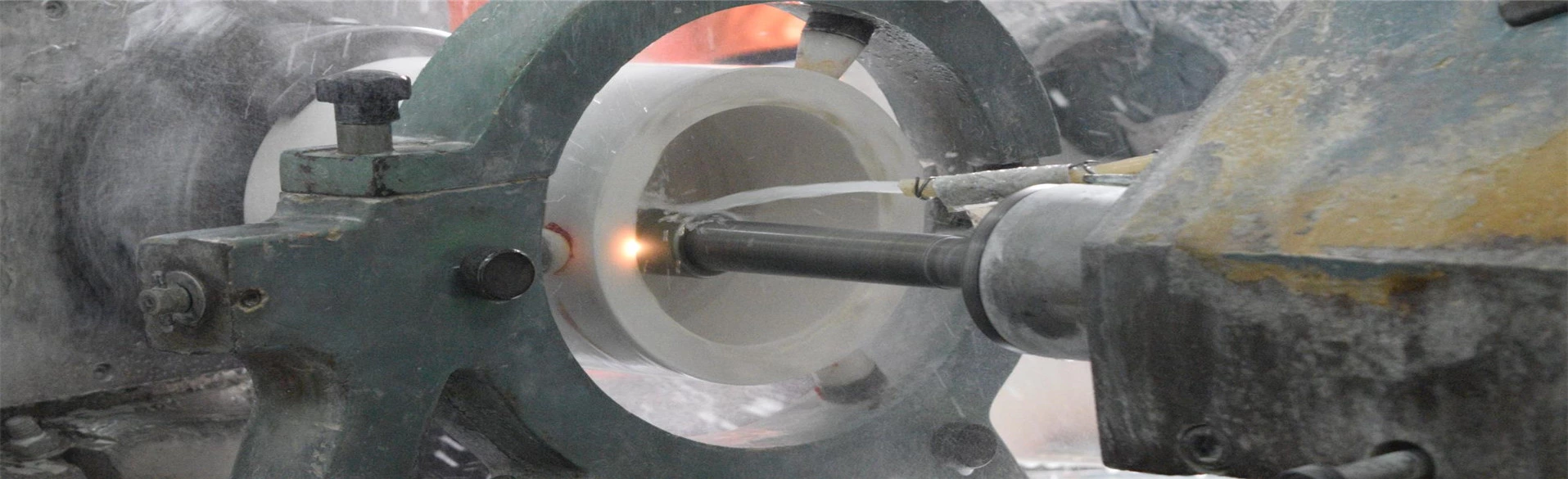
Application of Ceramic Metallization: Technical Methods of Ceramic Metal Sealing
In industrial processing and production, there are two connection modes between the cutting tool blade and the tool rod: welding type and machine clamp type. The connection between the blade and the arbor of the tool directly affects the service life of the tool. Through experimental research, song Liqiu et al. Show that when welding connecting blade and arbor is selected, the tool durability is high; When the clamp type is selected, the tool durability is low. Because ti (C, n) - based ceramics are brittle materials, their melting point is higher than that of metals, and their linear expansion coefficient is quite different from that of metals, resulting in high residual stress in the welded joint between Ti (C, n) - based ceramic blades and tool rods, and poor compatibility with metals, resulting in poor weldability between cermets and metals, It is difficult to obtain satisfactory welded joints by general welding methods and processes. At present, brazing and diffusion welding have been successful in connecting cermets and metals. With the deepening of research, many new methods and processes have emerged. The following introduces various technical methods suitable for cermet and metal welding, and points out their advantages, disadvantages and research direction.
1 Fusion sealing
Fusion sealing is the most widely used welding method. This method uses a certain heat source to locally melt the connecting part into liquid, and then cool and crystallize into one. Welding heat sources include arc, laser beam and electron beam. At present, there are two main problems to be solved in the melting welding of Ti (C, n) - based ceramics: first, with the increase of melting temperature, the fluidity decreases, which may promote the occurrence of chemical reaction (interfacial reaction) between matrix and reinforcing phase and reduce the strength of welded joint; Another problem is the lack of specially developed cermet fusion welding filler materials.
1) Arc sealing
Arc sealing is the most widely used welding method in fusion welding. The utility model has the advantages of flexible application, convenience, strong applicability and simple equipment. However, this method is very easy to cause chemical reaction (interfacial reaction) between matrix and reinforcing phase when welding ceramics and metals. Because ti (C, n) - based cermets have electrical conductivity and can be welded directly, the experimental research on arc welding of Ti (C, n) - based cermets and metals shows that it is feasible, but the problems such as interface reaction, welding defects (cracks) and low strength of welded joints need to be solved.
2) Laser Sealing
Laser welding is an important welding method for welding special and difficult welding materials. Due to the high energy density of laser beam, laser welding has the characteristics of large melting depth, small melting width, small welding heat affected zone, reducing the residual stress and deformation of weldment after welding. It can manufacture stable connecting joints at high temperature and accurately control the welding quality of products. Laser welding technology has been successfully applied to powder metallurgy materials sintered in vacuum. It is reported that Mittweida laser application center has developed a double laser beam sealing method. It works with two lasers, one for preheating the workpiece and the other for welding. This double laser beam welding method can realize the connection of various geometries without reducing the strength and high temperature performance of raw materials, and the welding time is only a few minutes. This method can effectively prevent the generation of cracks in the heat affected zone during welding, and is suitable for the welding of Ti (C, n) - based ceramics and metals. However, it has high requirements for tooling, fixture, matching accuracy and pre welding preparation, expensive equipment investment and high operation cost, so it is necessary to further improve the process repeatability and reliability.
3) Electron beam Sealing
Electron beam Sealing is a kind of sealing method that uses high energy density electron beam to bombard the weldment to make it locally heated and melted. Vacuum electron beam welding is an effective welding method for cermet and metal welding. It has many advantages because it can prevent the pollution of oxygen and nitrogen in the air under vacuum conditions; After focusing, the electron beam can form a very small diameter, which can be as small as Φ In the range of 0.1 ~ 1.0mm, the power density can be increased to 107 ~ 109w / cm2. Therefore, electron beam welding has the advantages of small heating area, small weld width, large penetration and small welding heat affected zone. However, the disadvantages of this method are complex equipment, strict requirements for welding process and high production cost. At present, the electron beam welding technology for Ti (C, n) - based ceramics and metals is still in the experimental stage.
2 brazing
Brazing is a welding method that heats the material to an appropriate temperature and uses solder to bond the material. Brazing methods are usually classified by heat source or heating method. At present, brazing methods with industrial application value include: (1) flame brazing; (2) Brazing in furnace; (3) Induction brazing; (4) Resistance brazing; (5) Immersion brazing; (6) Infrared brazing. Brazing is a main welding method for the connection between Ti (C, n) - based ceramics and metals. The quality of brazed joints mainly depends on the selection of appropriate solder and brazing process. Li XianFen and others carried out flame brazing test on Ti (C, n) - based ceramics and No. 45 steel with copper and silver based filler metals and brazing test in argon shielded furnace respectively. Under the condition of flame brazing, the average shear strength of the joint with H62 as solder is 37 MPa, the shear strength of the joint with bag10cuzn as solder is 114 MPa, and the average shear strength of the joint with bcuznmn as solder is 49 MPa; Under the condition of argon shielded furnace welding, the average shear strength of the joint with H62 as solder is 37 MPa, and the average shear strength of the joint with ag72cu28 as solder is 51 MPa. By observing and analyzing the bonding and shear test of brazed joints, it is shown that Ti (C, n) - based ceramics have good brazing properties. However, due to the residual stress in the cermet at the joint interface, the cermet is broken in the shear test, and the shear strength of the brazed joint is not high. Zhang Lixia and others realized the brazing connection between tic based cermet and cast iron with agcuzn solder. In recent years, new titanium containing alloy systems, such as cuti and NiTi alloys, have been successfully developed by amorphous technology. They can be directly used to braze ceramics and metals. The working temperature of their joints is much higher than that brazed with silver copper solder. At present, cermet brazing needs to solve the problem of how to reduce or eliminate the residual stress in Cermet at the interface and improve the joint strength.
3. Pressure Sealing
During pressure welding, the base metal usually does not melt, and the welding temperature is lower than the melting point of the metal. Some are also heated to the melting state, and the joint is still formed by solid-phase bonding. Therefore, the harmful effect of high temperature on the base metal can be reduced and the welding quality of cermet and metal can be improved.