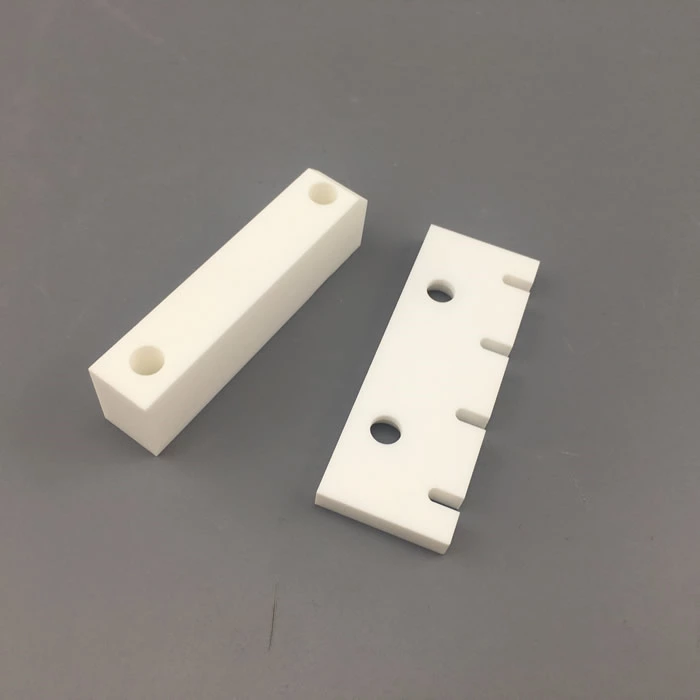
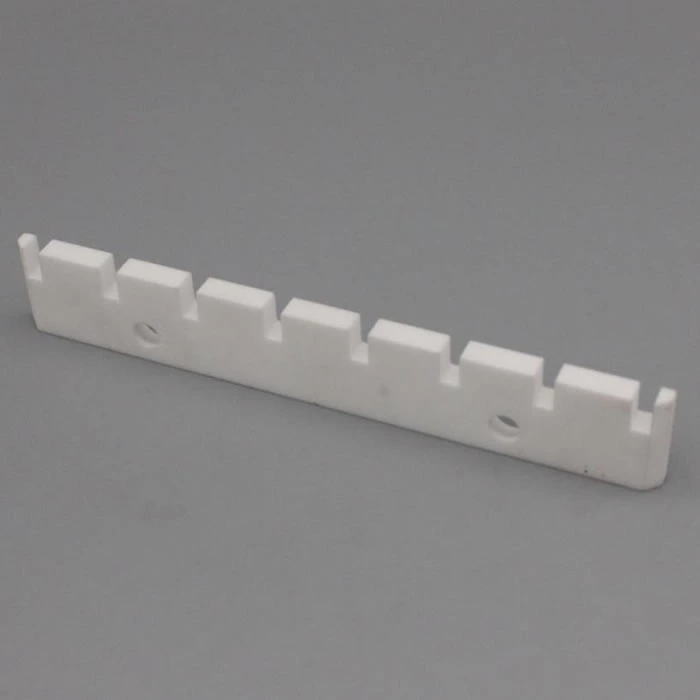
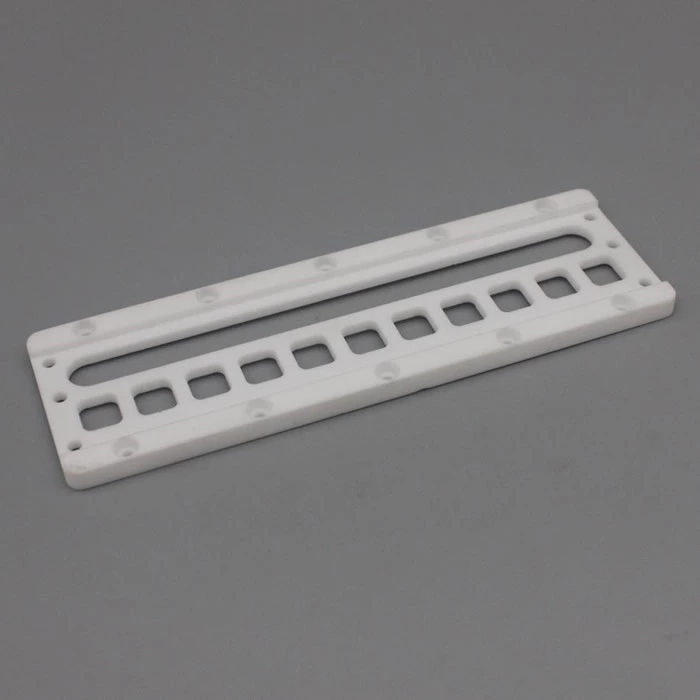
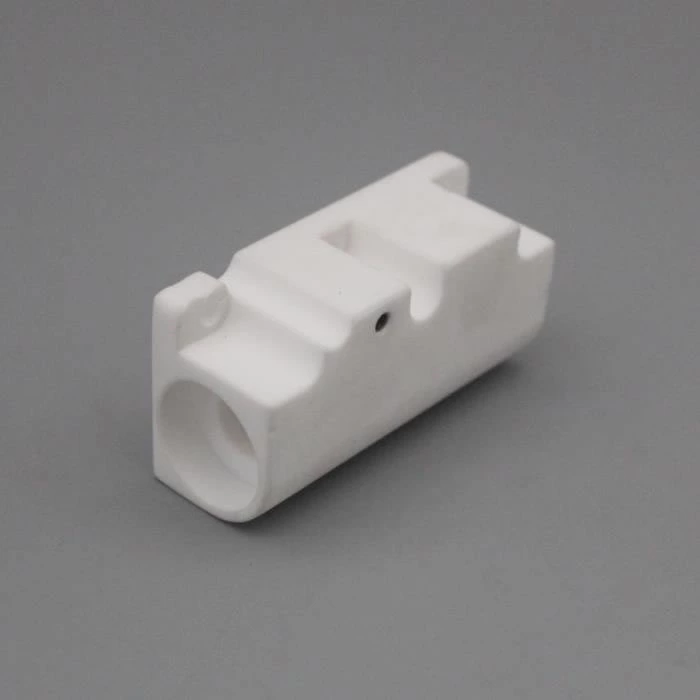
Machinable Glass Ceramic Parts
- Brand Name
- 3X ceramic parts
- Material Type
- machinable glass ceramic
- MOQ
- 5 pieces
- Specification
- custom make
- Density
- 2.48g/cm3
- Max working temperature
- 800℃
- Thermal Conductivity
- 1.71W/m.k
- Compressive Strength
- >508Mpa
- Flexural Strength
- >108Mpa
- Delivery Time
- 25 days around
- Shipping Way
- by express
- PACKAGE
- safety packling




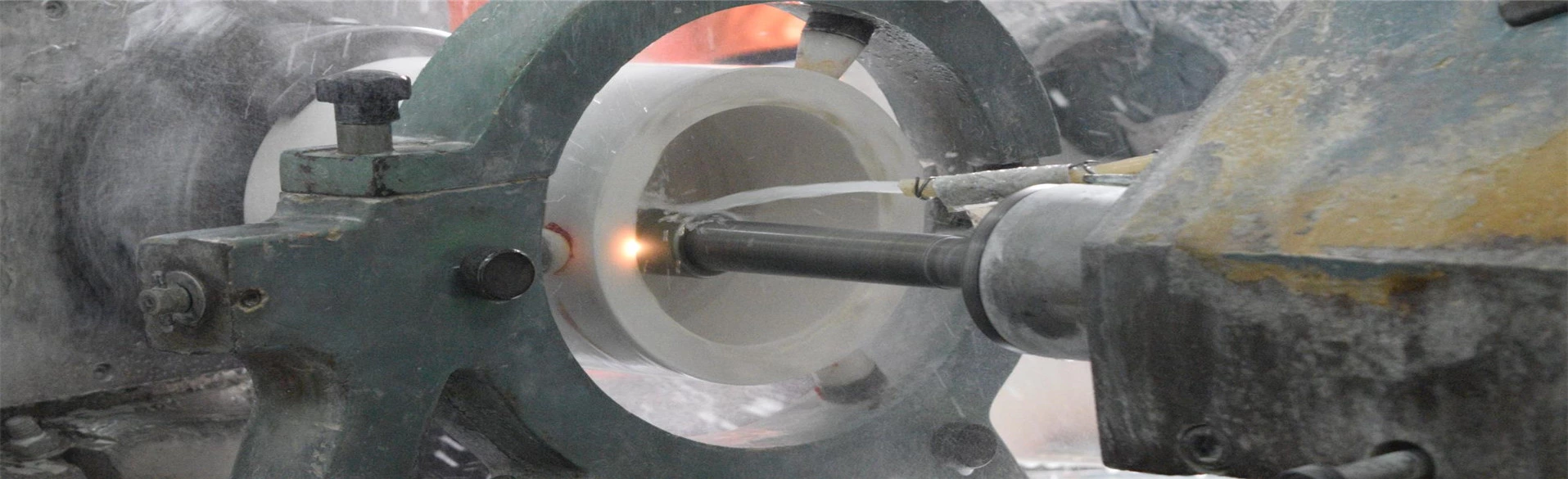
Machinable Glass Ceramic Parts Machining Instruction:
Machinable ceramics is a new kind of ceramic material, the material the use of metal processing tools and equipment can usually work out precision tolerance of the products, here is a brief introduction of its processing technology and methods.
Lathe machining :
The Key of Lathe machining operation is to using low cutting speed, it is best to more than 100 r/min, the lower speed can make workpiece cooling, thus preventing small ceramic surface cracks, feed speed is 0.05 0.13 mm/r.Water cooled or saponified liquid cooled.Skilled after the car hair knife with a 45 degree tool into a 3mm is no problem.
Low speed should also be used when making machinable ceramic thread in the car. The cutting amount can be within the range of 0.03-0.05mm for every tool used.
High speed steel and hard alloy steel tool heads can be used when the tool intake and speed are appropriate, while hard alloy steel tool heads are better.Tool geometric parameters:
tool cutting edge angle φ=80° tool minor cutting edge angle φ1=5°-6°
Tilt Angle l=-2° relief angle a=10°-12°
Anterior Angle g=15°-25°
Milling Machining:
Milling process is similar to lathe processing. Hard alloy tool is used, with a slow speed of 50-60rpm, feeding rate of 0.03-0.4mm/r, and cutting depth of no more than 3mm.
When milling plane, end face or sphere, the number of chip groove does not matter, and for smaller milling parts two chip groove milling cutter is better than four chip groove milling cutter.
Drilling machining :
The relationship between drilling speed and feed rate is as follows
|
drill(mm) |
Drilling speed (rpm) |
Feed rate (mm/r) |
|
6-7 12-13 20 25 50 |
300 250 200 100 50 |
0.13 0.18 0.25 0.30 0.38 |
If you would like to drill hole larger, it is best to drill around 1.5 mm holes first, and at the bottom of the face corresponds of the hole to drill a cone which is the same size as the hole, so as not to drill through peripheral caving, such drilling effect can be better. Or drill on both sides. Or make a drill mold . If you want to drill a large hole, you'd better drill 6, 8, 10 in sequence.
When the thin wall is processed, the inner circle is finished first, then the outer circle is processed.
Use high speed steel, hard alloy bit or hard alloy twist bit. The flat head drill (group drill) is better than the sharp head drill. Can use Tungsten steel drill when pursuit of high efficiency .
- Thread Tapping:
The tapping of machinable ceramics is somewhat different from the tapping of metal materials. The gaps between the holes and the holes to be tapped should be larger than those of the metal. When tapping, the sides of the buckles in the holes are inclined, and the tapping should always rotate in one direction, not the reverse rotation. After the attack, the workpiece is rinsed after rinsing in the water and then back out silk after the water is rinsed. Cones, four chip grooves are better than two taps with chip shavings. The water runs against the attack, or the water is in the water.
- Sawing:
Machinable ceramics can be processed by various types of saws. The steel saw is a common tool and hard alloy saw strips can be used, and the use of diamond saw is more than ten times easier than other glass or ceramic machinability. When the SiC saw blade is used, the speed will be reduced.
- Grinding :
When not for batch machining , When you are clamping, pay attention to cushioning kraft or sandpaper cushioning to avoid clamping too tightly.
Machinable ceramic grinding is the fastest and most economic method, especially using diamond grinding wheel to maintain the exact shape of the product, and its service life is longer, and silicon carbide or alumina grinding wheel can be used.
If the grinding wheel with 200mm diameter is used, the speed can be 300-2400mm/, the best 1800mm/, and the grinding wheel speed 3600rpm. In the process of grinding, the cooling water should be used.
- Fine Machining:
In order to eliminate the marks on the machined surface, it can be processed with alumina or cerium oxide polishing powder after washing and finishing on thin 6mm thick sticky cloth for about 15 minutes, and the surface finish is 0.5.
It can be wrapped in 0.05-0.10mm thin brass strip and coated with 400 purpose silicon carbide paste.
- Coolant:
In order to get precision tolerances, a proper amount of coolant should be added to cool the material, such as saponification liquid, kerosene or water. (for example)
- Workpiece diameter:Ф20mm(Cylindrical lathe cutting)
Tool material:YT15
cutting condition:V=25.4 meters/min S=0.085mm/ R t=3.5mm
The processing 200-250mm needs to be sharpened once
2.Workpiece diameter :Ф5(Cylindrical lathe cutting ,drill hole Ф2.2,depth 25mm )
Tool material:YT15, Drill material : W18Cr4V
Cutting Condition : V=7.65m /min S=0.085mm/R , t=2mm
Grinding 50 mm needs to be sharpened once
Drill Ф2.2 Hole,Hand feed.
Milling: n=102 R/min S=14mm/min
T coarse=1-3mm t Fine =0.01-0.50mm
Drill hole:n=200-490 R/Min
Tools: common end mills, disc milling cutters (Dan Dao), and ordinary drill bits.
For the workpiece with complex surface and difficult processing, it is better to use special fixture. When high speed steel cutting tools are used, cars, milling and drilling can not be cooled by water. When cemented carbide tools are used, they are usually cooled by water or emulsion.
Machinable Glass Ceramic Properties:
|
Subjects |
Value |
Remark |
|
Density |
2.48g /cm3 |
Archimedes |
|
Apprant porosity |
0.069% |
|
|
Water absorbtion |
0 |
|
|
Hardness |
4~5 |
Moh |
|
Color |
White |
|
|
Thermal Expansion Coefficient |
72×10-7/°C |
-50°C to 200°C average |
|
Heat Conductivity Rate |
1.71W/m.k |
25°C |
|
Use Temperature |
800°C |
|
|
Flexural Strength |
>108MPa |
|
|
Compression Strength |
>508 MPa |
|
|
Thock Fracturness |
>2.56KJ/ m2 |
|
|
Elastic Modulus |
65GPa |
|
|
Dielectric loss |
1~ 4×10-3 |
Room temperature |
|
Dielectric Constant |
6~7 |
" |
|
Thock Strength |
>40KV/mm |
Sample thickness 1mm |
|
Volume Resistance |
1.08×1016Ω.cm |
25°C |
|
1.5×1012Ω.cm |
200°C |
|
|
1.1×109Ω.cm |
500°C |
|
|
Room Temperature Outgas rate |
8.8×10-9 ml/s. cm2 |
Vaccum burn in 8 hours |
|
helium penetrate rate |
1×10-10ml/s |
After 500°C sintering , cold to room temperature |
|
5%HC1 |
0.26mg/ cm2 |
95°C, 24 hours |
|
5%HF |
83mg/ cm2 |
" |
|
50%Na2CO3 |
0.012 mg/ cm2 |
" |
|
5%NaOH |
0.85mg/ cm2 |
" |